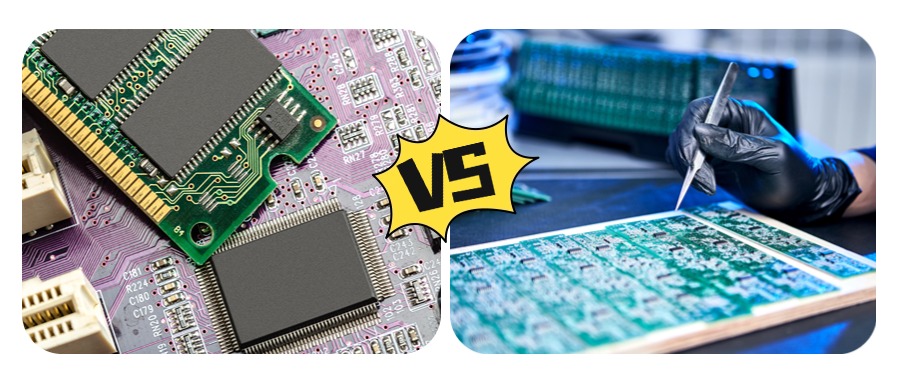
You might see the terms PCB and PCBA when you start an electronics project. A PCB is a flat, empty board with no electronic parts attached. PCBA stands for a board that has all the components mounted and works as a complete unit. Knowing the difference helps you pick the right option for your project and saves you time and money.
Key Takeaways
- A PCB is a bare board that provides the structure and electrical paths but has no electronic parts attached.
- A PCBA is a fully assembled board with all components mounted, ready to use in devices.
- The cost of making PCBA is higher, the file design is complex, the process and assembly are difficult, and more steps are required.
- For projects that require prototype verification and initial low cost, PCB can be selected; for mass production and complex BGA, high-density IC projects, PCBA can be selected.
- In PCB and PCBA projects, you need to plan according to your own project requirements and technical capabilities, which can save project time and cost.
Definitions
PCB
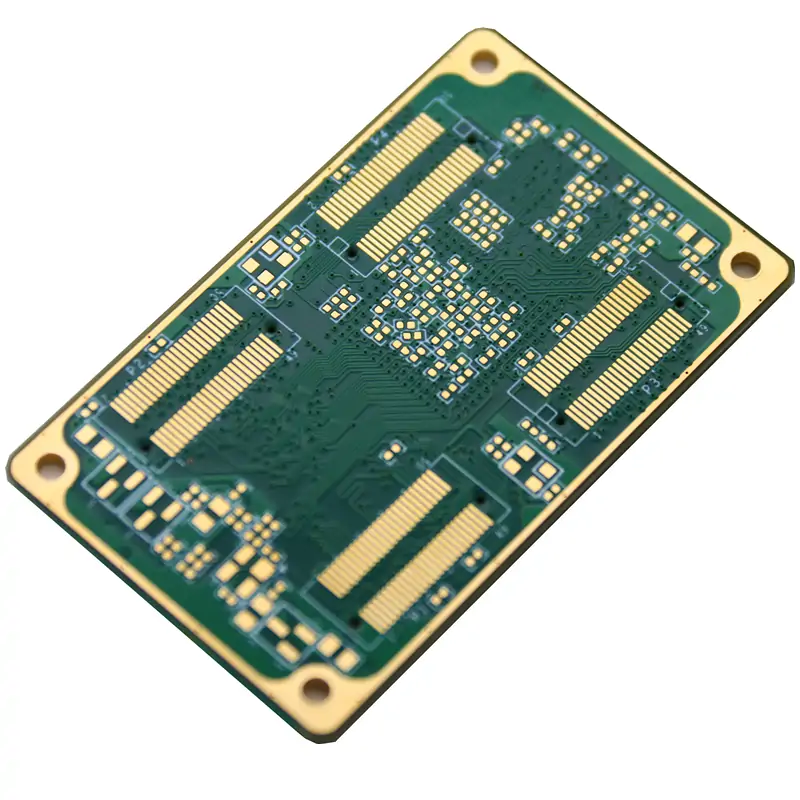
When you look at a PCB, you see a thin, flat board made from a material that does not conduct electricity. This board often uses a material called
FR-4, which is strong and heat-resistant. Manufacturers cover the board with copper foil to create paths for electricity. These paths, called traces, connect different points on the board.
A PCB does not have any
electronic parts attached yet. You can think of it as a blank canvas for your project. The board gives mechanical support and electrical connections for components you will add later.
- A blank PCB is also called a bare board or copper-clad laminate.
- It comes in different types, such as single-sided, double-sided, or multilayer.
- Some PCBs are rigid, while others can bend or flex.
| Note: The quality of the materials in a PCB affects how well your final device will work. Good resin, strong fiberglass, and pure copper make a big difference.
PCBA
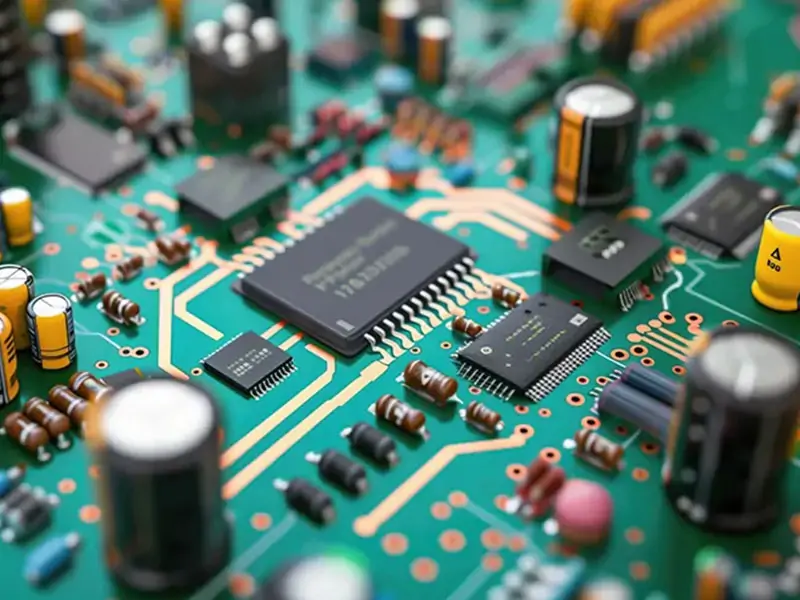
A PCBA is a PCB that has all the electronic parts attached. You will see chips, resistors, capacitors, and connectors mounted on the board. This assembly turns the blank PCB into a working unit.
You can use a PCBA right away in your device because it is already functional. The process to make a PCBA includes placing each part on the board, soldering them in place, and testing the finished product.
A PCBA represents the complete, ready-to-use version of your circuit. Industry experts say that the PCBA stage is critical for product quality and performance. If you want your project to work, you need a reliable PCBA, not just a bare board.
PCBA Process

PCB Fabrication
On an insulating substrate, a printed circuit board with interconnected circuits and printed components is formed according to a predetermined design.
The main process of PCB production:
Cutting and cutting → inner layer circuit production (drilling → graphics → etching) → multi-layer lamination → outer layer drilling → hole metallization (copper deposition → electroplating) → outer layer circuit production → solder mask processing → surface treatment → character printing → shape processing → test inspection.
- PCB layout: It is necessary to confirm the number of layers, wiring, and compliance with DFM rules (aperture, pad spacing, etc.) of the board before generating a GERBER file.
- Solder mask production: It has the functions of solder mask, plate protection, insulation, and aesthetics.
- Surface treatment: Common methods include tin spraying, anti-oxidation, gold plating, and pattern electroplating. Tin spraying and gold plating are generally performed after solder mask; anti-oxidation is generally performed after the shape or electrical test is completed (if it is done before the shape, a protective mold needs to be attached); and pattern electroplating is performed after the pattern electroplating.
- Shape processing: On a completed circuit board, the shape is processed and produced according to the outline size required by the customer. Drilling and milling machines, engraving machines, V-Cut machines, beveling machines, and punching machines will be used.
- Electrical testing methods: flying probe test (suitable for samples and small batches), special testing machine test (suitable for large batches)
| Tip: Quality control is key. Factories track metrics like Defects per Million Opportunities (DPMO) and First Pass Yield (FPY) to catch problems early and keep standards high.
Cost and timeline depend on many factors. Boards with more layers or special features cost more and take longer. Good project management and clear designs help avoid delays and extra costs.
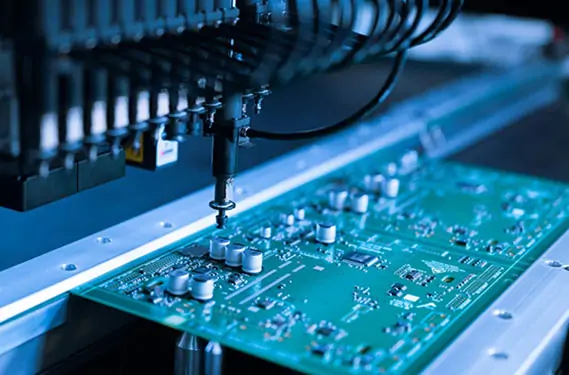
Component Assembly
After you finish the bare board, you move to component assembly. This step turns the PCB into a working pcba. You need a complete Bill of Materials (BOM) with all the parts listed. Machines place each part on the board, following the design exactly. Soldering joins the parts to the copper traces.
You must check that every part fits and works. Automated Optical Inspection (AOI) and X-ray systems find mistakes quickly. If you spot a problem, you can fix it before moving on. Good documentation and clear instructions help reduce errors and save money.
| Note: Using alternate parts and accurate footprints in your design can lower costs and speed up assembly. Clear communication with your supplier also helps keep your project on track.
Modern factories use data analytics to spot bottlenecks and improve the process. Feedback from testing and customers helps make future boards even better.
Key Differences

| Think of a PCB as the frame of a house and a PCBA as a fully furnished home. The PCB gives you the structure, but only the PCBA lets you move in and start living.
Functionality
A PCB by itself cannot do anything. It only provides the base and the paths for electricity to flow. You need to add parts before it can work. In contrast, a PCBA comes with all the parts attached and ready to use. You can plug it into your device, and it will perform its job right away.
Here is a table that shows how the two compare in real-world use:
|
Aspect
|
PCB (Printed Circuit Board)
|
PCBA (Printed Circuit Board Assembly)
|
|
Functional Role
|
Bare board, only supports and connects parts
|
Fully assembled, performs electronic functions
|
|
Cost
|
Low, just a few dollars for simple boards
|
Higher, includes parts, labor, and testing
|
|
Manufacturing Process
|
Only board fabrication
|
Adds soldering, assembly, and more steps
|
|
Testing
|
Basic checks for board quality
|
Full testing for function and reliability
|
|
Application Contexts
|
Prototyping, DIY, base for assembly
|
Used in finished products like phones, cars, and medical devices
|
|
Example Industries
|
Education, startups
|
Consumer electronics, automotive, medical, industrial, telecom, aerospace
|
|
Performance Impact
|
No active function, just pathways
|
Runs the device, handles complex tasks, meets strict standards
|
You can see that only the PCBA can make your device work. Quality assurance for PCBA includes many steps, such as solder paste inspection, automated optical inspection, and reflow soldering checks. These steps make sure every part is in the right place and works as it should. Bare PCBs do not need these tests because they do not have any parts yet.
Testing for PCBAs is much more detailed. You will find methods like in-circuit testing, flying probe testing, and even X-ray inspection. These tests check that every part is connected and working. Burn-in testing puts the PCBA under stress to catch early failures. These steps are not needed for a bare PCB.
Cost & Complexity
The cost of making a circuit board is determined by the number of layers, board material, process complexity, and order quantity of the PCB. Generally, multi-layer boards and special processes (such as blind holes and immersion gold) have high costs. The larger the order batch, the lower the unit price of the PCB.
Building a PCBA costs more and takes more work. You must buy all the parts, pay for assembly, and run many tests. The process uses advanced machines for placing parts and soldering. You also need skilled workers and good supply chain management.
Here are some reasons why PCBA is more complex and expensive:
-
Complex designs and multi-layer boards take more time and skill.
-
Special or high-performance parts cost more.
-
Surface mount technology uses automated machines, which need a big upfront investment.
-
Extra testing and quality checks add to the cost.
-
Automation helps, but you must invest in equipment and training.
-
Larger or thicker boards need more materials and longer production times.
-
Making many units lowers the cost per board, but the first batch is always more expensive.
Data analytics and quality control make the process better, but also add to the complexity.
| Remember: A PCB is cheap and simple, but only a PCBA gives you a working product. You must plan for the extra steps, cost, and testing if you want a reliable device
Choosing PCB or PCBA
Project Needs
You should start by looking at your project’s goals. Think about what you want your device to do and how complex it needs to be. If you only need a simple circuit, a bare PCB might be enough. For more advanced projects, you will likely need a fully assembled board. Design for Manufacturability (DFM) analysis can help you spot problems early and save money. By using DFM, you can avoid extra trial runs and reduce repair costs. Studies show that DFM can save up to $170,000 each year by making the design and manufacturing process smoother. However, you need skilled partners to get the most out of this approach.
| PCB boards are the core foundation of high-tech industries. As manufacturing technology continues to evolve, PCBs are also evolving towards high density, high frequency and speed, flexibility and high reliability. You should choose according to the needs of your project.
When to Use PCB
A bare PCB works well for simple or early-stage projects. You might use it for prototyping, educational kits, or basic DIY electronics. Here are some best practices based on industry case studies:
1. Choose components with a safety margin. Experts recommend using parts at 70-80% of their rated values for better reliability.
2. Make sure your parts can handle the right temperature range. For example, automotive projects need parts rated from -40°C to 125°C.
3. Plan for part shortages by picking alternatives ahead of time. This can cut redesign time by more than half.
4. Optimize your component choices to lower costs without losing performance.
5. Check manufacturer data for reliability to reduce failures.
6. Pick parts that fit well with your assembly process to avoid defects.
7. Follow rules for environmental safety, like RoHS and REACH.
A PCB is a good choice when you want to control the assembly yourself or when your design is still changing.
When to Use PCBA
You should choose a pcba when you need a ready-to-use, reliable solution. This is important for products that must work right out of the box, such as consumer electronics, cars, or medical devices. In the automotive industry, for example, assembled boards connect and control key systems like engines, brakes, and safety features. High-quality assembly ensures these systems work safely and last longer. New trends, like high-frequency boards for radar and advanced coatings, make pcba even more reliable in tough environments. Modular designs and smart factories also help improve quality and make repairs easier.
If your project needs high performance, strong reliability, or must meet strict industry standards, a pcba is the best choice.
You now know that a PCB gives you the basic structure for your circuit, while a PCBA delivers a complete, working board. PCBs focus on design flexibility and serve as the foundation for your project. PCBAs add all the electronic parts, making your device reliable and ready to use.
PCBAs fit finished products in industries like automotive, medical, and consumer electronics.
Choose the right option to match your project’s needs and improve your results.
FAQ
What does PCB stand for?
PCB stands for Printed Circuit Board. You use it as the base for building electronic circuits. It has copper traces that connect different parts.
Can you use a PCB by itself?
You cannot use a PCB alone. It does not have any electronic parts. You need to add components to make it work.
Why does PCBA cost more than PCB?
PCBA costs more because you pay for the board, all the electronic parts, assembly, and testing. You get a ready-to-use product.
How do you choose between PCB and PCBA?
You should look at your project needs. If you want to build and test your own circuit, start with a PCB. If you need a working board right away, choose a PCBA.

















 PCB AssemblyHRPCBA is a PCBA China manufacturer offering high-quality PCB assembly services with full-process support, from design to assembly and testing.
PCB AssemblyHRPCBA is a PCBA China manufacturer offering high-quality PCB assembly services with full-process support, from design to assembly and testing. PCB ManufacturingHRPCBA is a leading PCB board manufacturer offering precision PCB fabrication services. Get high-quality boards with fast turnaround and competitive pricing
PCB ManufacturingHRPCBA is a leading PCB board manufacturer offering precision PCB fabrication services. Get high-quality boards with fast turnaround and competitive pricing CapabilitiesDiscover HRPCBA’s robust PCB capabilities in custom PCB manufacturing services, where we transform your ideas into high-quality, functional circuit boards.
CapabilitiesDiscover HRPCBA’s robust PCB capabilities in custom PCB manufacturing services, where we transform your ideas into high-quality, functional circuit boards.